Je suis de retour!
Apres quelques difficultés due a un changement d'opérateur internet, je suis enfin en mesure de donner des nouvelles de l'avancement du projet.
Je vous avez laissé apres le premier grutage qui avais pour but d'installer les conformateurs sur le bers.
Cette opération c'est bien passé et a été suivi d'un deuxième grutage pour installer le bateau. comme le montre la photo suivante.

Les photo sont un peu trompeuse, on dirait que la quille est en place, mais elle est juste posé sous le bateau.
Ca sent bon la mise a l'eau!
Malheureusement apres la première tentative de mise ne place de la quille, le constat est tout autre: Suite a une erreur de cote, le puis de quille est trop etroit de pres de 2mm! Ca implique qu'il va faloir poncer sur pres de 40cm dans un trou de moins de 10cm de large.
Je n'ai pas pris de photos: l'enervement sans doute, mais j'ai mis 3 week end et 6 soirées rien que pour le ponçage. Il a egalement fallu ajouter une stratification pour compensser la partie ponçée.
Apres ce "petit" contre temps, la pose de la quille a pu avoir lieu. La quille est inséré dans le puit, le passage restant est bouché avec du ruban adhésif type "grey tape" puis une résine epoxy est coulée par l'interieur du bateau.
Apres décoffrageça donne ça:

L'architecte avais prévu de pouvoir retirer la quille apres coulage de la résine pour faciliter le transport. Apres mure reflexion (j'ai eu le temps en ponçant), j'ai décider de ne pas la réaliser ainsi de peur qu'il y ai du jeu.
Ainsi, quite à ne pas pouvoir la démonter autant la stratifier que ce soit encore plus solide.
J'ai donc commencé par un joint congé

Suivit d'un stratification de fibre de verre.


Apres un peu d'enduit et de ponçage, le toute est pret pour l'antifouling.

Prochaine étape, la mise a l'eau!
Suite à la pose réalisations du voile de quille (voir ici) et du bulbe (voir ici) les deux parties ont été assemblé à l'époxy et boulonnées.
Apres des heures et des heures de ponçages et d'enduit, le bulbe été stratifié. C'en est suivi une nouvelle session d'enduit et ponçage.
En tout, il aura fallu 6 passages d'enduit et ponçage successif pour arriver à un résultat satisfaisant.


Apres le premier enduit et ponçage


Ici on voit l'etat avant le dernier passage d'enduit


Et le resultat final
Il ne reste plus qu'à mettre l'ensemble sous la coque, mais pour cela il faudra une grue donc le bateau sera amené au port.
Le voile de quille avance.
Comme les safrans, ils sont réalisés sous vide.

Le schema ci apres montre les différents composants pour la stratification
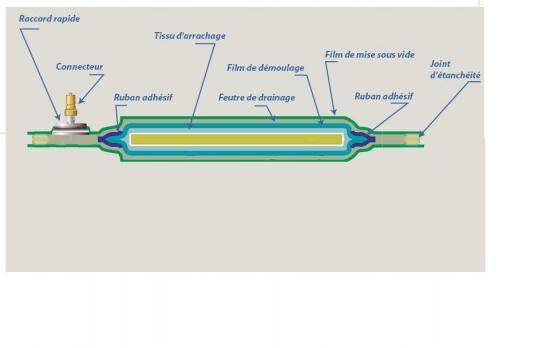
L'avantage de cette technique est que l'on est sur d'optimisé le résultat et de maximiser la résistance mechanique.
L'inconvenient est evident lorsque l'on voit le schéma : la quantité de dechet produits. C'est pour cette raison que nous n'utilisons cette technique que pour les safrans et le voile de quille.
Apres démoulage ça donne ça:

Le bulbe doit être enduit et ragréer avant d'être stratifié. Cela permet d'avoir un etat de surface parfait pour l'adhérence de la stratification et d'avoir une forme la plus parfaite possible à la fin.


Je ne parle bien évidement pas de départ (pas encore!) mais de l'ogive en plomb qui sera situé deux metres sous la coque dont le coulage vient de se terminer.
La réalisation en quelques photos:
Le modèle a été réalisé en mousse polyuréthane d'isolation type rooftop. Il sera utilisé en moule perdu. c'est a dire qu'il reste dans le moule et fondra au coulage du plomb.

J'ai prévu de réaliser les avant trous pour le boulonage et l'espace pour le voile de quille directement dans le modèle plutôt que de percer apres.
Du coup, pour être sur que le platre ne bouge pas au niveau du trou du voile, je l'ai armé avec du grillage a poule.
Le moule est donc fait en platre dans une caisse en bois: 
le platre est standard acheté en grande surface de bricolage. J'ai fait en sorte d'avoir toujours un minimum de 10cm de platre autour du moule. 
Le gachage se fait à la perceuse dans un bac. Ca permet de faire des passe assez fine qui ont un peu de temp pour durcir de manière a eviter que le modèle ne remonte. 
On voit sur la photo la mousse mise pour faire le trou de coulé et pour les events. Elle servent à la foi à la coulé et a permettre a l'air et à la mousse fondu de s'échaper et de masselote. Une masselote est une reserve de métal qui compense le retrait au durcissement. Avec l'experience je les ferait plus large.
La mousse de ces trou a été enlevé avant coulage 
Voila le moule est fait. Je l'ai fait secher 10 semaines, 4 semaine dans un hangar non chauffé puis dans une pièce à 18°C. Pour tester le niveau d'humidité restante, je comparait la température du platre avec la température ambiante. Si le platre est plus froid, c'est qu'il seche encore.
Le creuset est fait avec une bouteille de gaz type 13kg. J'en ai découpé le fond apres l'avoir remplie d'eau. J'y est ajouté et soudé à l'argent un robinet modifié pour supprimer toutes les pièces en cahoutchouc.
La bouteille est pendue à l'envers avec des chaines supporté par une petite grue d'atelier.
Le moule est posé sur la grue d'atelier de manière à ce que le robinet soit en face du trou de coulée.
Le robinet passe a travers un trepied au gaz qui chaufe le bas de la bouteille.
Pour l'ouvrir, j'ai fait une encoche dans un tube en cuivre qui permet de manipuler la vanne a distance. 
Les cotes de la bouteille sont chauffé par des brazero au gaz. 
Ca ne semble pas tres fort, mais chacun dégage plus de 4,2kW.
L'avantage, c'est qu'ils sont fixe, ce qui permet de limiter le nombre de persone (et les risques) par raport a des torches ou des chalumeaux.
Même si on a bien nettoyé les lingots, le plomb doit être filtré avec un ecumoire en inox au fur et a mesure qu'il fond pour eviter d'avoir des impuretés dans le bulbe. 
A la fin, j'ai ajouté un petit chalumeau sur le dessus.
Le coulage proprement dit à oris une trentaine de seconde.
Le démoulage a eu lieu le lendemain.
Et voila le résultat: 
287kg de plomb(pour 285 calculé par l'architecte)
Le plomb présent le double avantage d'être à la fois le matériaux le plus dense que l'on puisse utilisé et d'être un materiaux dont les filières de recyclages sont tres bien organisé. Ainsi le bulbe de notre mini a été coulé avec du plomb entièrement issu du recyclage.
Il reste à enduire et lisser la quille avant de stratifier l'exterieur. Il faudra aussi percer les trous pour le boulonage.
Un dernier petit mot, la sécurité.
Les choix de materiel ont été fait pour limiter le nombre de personnes, nous etions deux. Nous avions des masques a cartouche, des chaussures de sécurités, pantalons et veste de travail (malgres la chaleur) et gants en cuir. A proximité un extincteur et deux seaux d'eau.
Merci à John Mc Laude et à Bobby pour leur aide.
Apres la fin des joints congés il est temps de stratifier.
Afin de limiter la quantités de résine de collage les assemblages sont stratifiés avec un bi-biais verre.
Les surfaces sont tout d'abord poncé.

Puis les bandes de bibiai sont découpés.
Enfin, on peut stratifier.














{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}